
6mm~16mm直径
适用于各类材料的全能型铣刀
加工硬度可达HRC62
3刃,尖角,D涂层,高硬
三刃50度大螺旋角及特殊刃口设计,切削轻快
能胜任从软质材料到硬质材料的大跨度切削任务
适用于小功率机床对多品种小批量的切削应用
是一种应对多种金属材料的解决方案






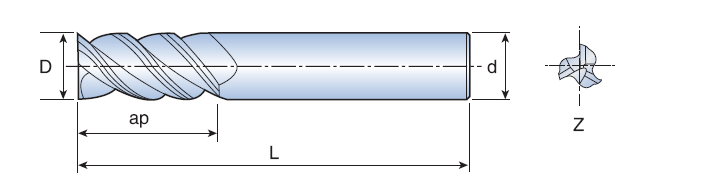
| 规格 |
刃径 (mm) |
刃长 (mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| S350 060 D 21 050 S D | 6 | 13 | 6 | 50 | 3 | 尖角 | Microkevlar D |
| S350 080 D 23 060 S D | 8 | 19 | 8 | 60 | 3 | 尖角 | Microkevlar D |
| S350 100 D 22 070 S D | 10 | 22 | 10 | 70 | 3 | 尖角 | Microkevlar D |
| S350 120 D 20 075 S D | 12 | 25 | 12 | 75 | 3 | 尖角 | Microkevlar D |
| S350 160 D 20 090 S D | 16 | 32 | 16 | 90 | 3 | 尖角 | Microkevlar D |
| S350 Speed and Recommendations 推荐参数表 | ||||||||||
| ISO GROUP | CMG |
Type of cut 切削形式 |
ap*Dc 切深 |
ae*Dc 切宽 |
Parameters 参数 |
6 | 8 | 10 | 12 | 16 |
| P | P 1-3 |
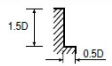
Side Milling |
1.5 | 0.5 | RPM转速 | 5560 | 4200 | 3260 | 2740 | 2200 |
| Fz每齿切削量 | 0.024 | 0.033 | 0.038 | 0.038 | 0.038 | |||||
| F进给 | 400 | 420 | 370 | 310 | 250 | |||||
| Vc 线速度 | 105 | 105 | 100 | 105 | 110 | |||||
|
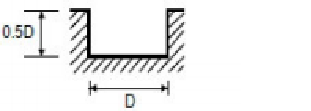
Slotting |
0.5 | 1 | RPM转速 | 5560 | 4200 | 3260 | 2740 | 2200 | ||
| Fz每齿切削量 | 0.019 | 0.027 | 0.031 | 0.030 | 0.03 | |||||
| F进给 | 310 | 340 | 300 | 250 | 200 | |||||
| Vc 线速度 | 105 | 105 | 100 | 105 | 110 | |||||
| P 4-6 |
Side Milling |
1.5 | 0.5 | RPM转速 | 3360 | 2520 | 2000 | 1680 | 1360 | |
| Fz每齿切削量 | 0.025 | 0.03 | 0.030 | 0.030 | 0.028 | |||||
| F进给 | 250 | 230 | 180 | 150 | 120 | |||||
| Vc 线速度 | 65 | 65 | 65 | 65 | 70 | |||||
|
Slotting |
0.5 | 1 | RPM转速 | 3360 | 2520 | 2000 | 1680 | 1360 | ||
| Fz每齿切削量 | 0.020 | 0.024 | 0.023 | 0.024 | 0.025 | |||||
| F进给 | 200 | 180 | 140 | 120 | 100 | |||||
| Vc 线速度 | 65 | 65 | 65 | 65 | 70 | |||||
| M | M 8-11 |
Side Milling |
|
0.5 | RPM转速 | 2840 | 2100 | 1680 | 1370 | 1050 |
| Fz每齿切削量 | 0.029 | 0.042 | 0.046 | 0.044 | 0.048 | |||||
| F进给 | 250 | 265 | 230 | 180 | 150 | |||||
| Vc 线速度 | 55 | 55 | 55 | 50 | 55 | |||||
|
Slotting |
0.5 | 1 | RPM转速 | 2840 | 2100 | 1680 | 1370 | 1050 | ||
| Fz每齿切削量 | 0.019 | 0.025 | 0.028 | 0.029 | 0.032 | |||||
| F进给 | 160 | 160 | 140 | 120 | 100 | |||||
| Vc 线速度 | 55 | 55 | 55 | 50 | 55 | |||||
| S | S21 |
Side Milling |
1.5 | 0.5 | RPM转速 | 1050 | 840 | 680 | 560 | 420 |
| Fz每齿切削量 | 0.017 | 0.02 | 0.025 | 0.027 | 0.028 | |||||
| F进给 | 55 | 50 | 50 | 45 | 35 | |||||
| Vc 线速度 | 20 | 20 | 20 | 20 | 20 | |||||
|
Slotting |
0.5 | 1 | RPM转速 | 1160 | 840 | 670 | 560 | 420 | ||
| Fz每齿切削量 | 0.011 | 0.016 | 0.02 | 0.018 | 0.02 | |||||
| F进给 | 40 | 40 | 40 | 30 | 25 | |||||
| Vc 线速度 | 20 | 20 | 20 | 20 | 20 | |||||
| S22 |
Side Milling |
1.5 | 0.5 | RPM转速 | 2840 | 2100 | 1680 | 1370 | 1050 | |
| Fz每齿切削量 | 0.029 | 0.042 | 0.046 | 0.044 | 0.048 | |||||
| F进给 | 250 | 265 | 230 | 180 | 150 | |||||
| Vc 线速度 | 55 | 55 | 55 | 50 | 55 | |||||
|
Slotting |
0.5 | 1 | RPM转速 | 2840 | 2100 | 1680 | 1370 | 1050 | ||
| Fz每齿切削量 | 0.019 | 0.025 | 0.028 | 0.029 | 0.032 | |||||
| F进给 | 160 | 160 | 140 | 120 | 100 | |||||
| Vc 线速度 | 55 | 55 | 55 | 50 | 55 | |||||

