
1mm~12mm直径, 5D~12D刃长可选
适用于不锈钢,钢件加工
HRC62
4刃,尖角,X涂层,高硬
专为超长切削考虑的几何设计,刀部设计有经过
精准计算的微量倒锥,以避免全刃加工出现让刀的现象
适用于高速高硬加工







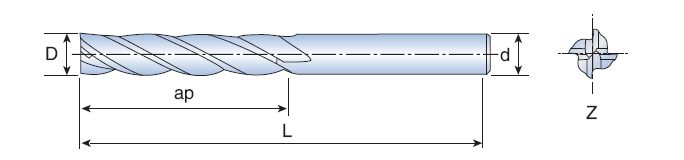
| 规格 |
刃径 (mm) |
刃长 (mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| S430 010 F2 50 060 S X | 1 | 5 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 010 F2 80 060 S X | 1 | 8 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 010 F2 100 060 S X | 1 | 10 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 010 F2 120 060 S X | 1 | 12 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 012 F2 50 060 S X | 1.2 | 6 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 012 F2 66 060 S X | 1.2 | 8 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 012 F2 83 060 S X | 1.2 | 10 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 012 F2 100 060 S X | 1.2 | 12 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 015 F2 53 060 S X | 1.5 | 8 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 015 F2 66 060 S X | 1.5 | 10 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 015 F2 80 060 S X | 1.5 | 12 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 015 F2 106 060 S X | 1.5 | 16 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 020 F2 50 060 S X | 2 | 10 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 020 F2 70 060 S X | 2 | 14 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 020 F2 80 060 S X | 2 | 16 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 025 F2 48 060 S X | 2.5 | 12 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 025 F2 80 060 S X | 2.5 | 20 | 6 | 60 | 4 | 尖角 | Microkevlar X |
| S430 030 F2 53 070 S X | 3 | 16 | 6 | 70 | 4 | 尖角 | Microkevlar X |
| S430 030 F2 66 070 S X | 3 | 20 | 6 | 70 | 4 | 尖角 | Microkevlar X |
| S430 030 F2 86 070 S X | 3 | 26 | 6 | 70 | 4 | 尖角 | Microkevlar X |
| S430 030 F2 100 070 S X | 3 | 30 | 6 | 70 | 4 | 尖角 | Microkevlar X |
| S430 040 F2 50 070 S X | 4 | 20 | 6 | 70 | 4 | 尖角 | Microkevlar X |
| S430 040 F2 65 070 S X | 4 | 26 | 6 | 70 | 4 | 尖角 | Microkevlar X |
| S430 040 F2 75 070 S X | 4 | 30 | 6 | 70 | 4 | 尖角 | Microkevlar X |
| S430 050 F2 60 080 S X | 5 | 30 | 6 | 80 | 4 | 尖角 | Microkevlar X |
| S430 060 D 50 080 S X | 6 | 40 | 6 | 90 | 4 | 尖角 | Microkevlar X |
| S430 080 D 62 100 S X | 8 | 50 | 8 | 100 | 4 | 尖角 | Microkevlar X |
| S430 100 D 50 100 S X | 10 | 50 | 10 | 100 | 4 | 尖角 | Microkevlar X |
| S430 120 D 41 100 S X | 12 | 50 | 12 | 100 | 4 | 尖角 | Microkevlar X |
| S430Speed and Recommendations 推荐参数表 | |||||||||
|
ISO GROUP |
CMG |
Type of cut 切削形式 |
ap*Dc 切深 |
ae*Dc 切宽 |
Parameters 参数 |
1 | 2 | 4 | 6 |
| P |
P 1-2 |
Side Milling |
2.5 | 0.05 | RPM转速 | 19200 | 10580 | 6000 | 4420 |
| Fz每齿切削量 | 0.002 | 0.006 | 0.014 | 0.029 | |||||
| F进给 | 180 | 240 | 335 | 515 | |||||
| Vc 线速度 | 60 | 66 | 75 | 83 | |||||
|
P 3-4 |
Side Milling |
2.5 | 0.05 | RPM转速 | 10940 | 6050 | 3410 | 2520 | |
| Fz每齿切削量 | 0.002 | 0.004 | 0.010 | 0.021 | |||||
| F进给 | 70 | 95 | 140 | 215 | |||||
| Vc 线速度 | 34 | 38 | 43 | 48 | |||||
|
P 5-6 |
Side Milling |
2.5 | 0.05 | RPM转速 | 6720 | 3780 | 2150 | 1640 | |
| Fz每齿切削量 | 0.001 | 0.004 | 0.008 | 0.017 | |||||
| F进给 | 35 | 55 | 70 | 110 | |||||
| Vc 线速度 | 21 | 24 | 27 | 31 | |||||
| K |
K 12-15 |
Side Milling |
2.5 | 0.05 | RPM转速 | 19200 | 10580 | 6000 | 4420 |
| Fz每齿切削量 | 0.002 | 0.006 | 0.014 | 0.029 | |||||
| F进给 | 180 | 240 | 335 | 515 | |||||
| Vc 线速度 | 60 | 66 | 75 | 83 | |||||
| 试刀设备 | 机床(名称、型号及使用情况)DMU 60P | |||||
| 功率(KW) | 28 | 主轴转速范围 | 18000 | |||
| 刀柄形式 | HSK63 | 夹头及精度 | 强力夹头 | |||
| 夹具 | 专用 | 加工方式 | 开槽、侧铣 | |||
| 试件 | 零件名称 | 发动机部件 | 件号 | |||
| 材料 | 铬青铜 | 热处理 | □ 是 | |||
| 规格 | 硬度: HRC__ | |||||
| 试刀记录 | Φ1mm*8mm超长刃铣刀 |
|
Φ1.5mm*8mm超长刃铣刀 | |||
| 刀具品牌 | 耐高酷乐 | 耐高酷乐 | ||||
| 规格型号 | S430010F250080SX | S430015F253060X | ||||
| 刃数/涂层 | 4F,Microkevlar X | 4F,Microkevlar X | ||||
| 主轴转速(RPM) | 10000rev/min | 12000rev/min | ||||
| 切削深度(ap) | 6mm(分6层,每层1mm) | 6 | ||||
| 切削宽度(ae) | 1mm | 0.2mm | ||||
| 切削线速度(Vc) | 314m/min | 565m/min | ||||
| 每齿切削量(CTP) | 0.025mm | 0.021mm | ||||
| 进给量(F值) | 1000mm/min | 1000mm/min | ||||
| 刀具悬伸量 | 25mm | 25mm | ||||
| 冷却液 | 空冷 | 空冷 | ||||
| 刀具寿命 | 一件 | 一件 | ||||
