
1mm~6mm直径
适用于不锈钢,钢件加工
HRC62
2刃,球头,X涂层,高硬





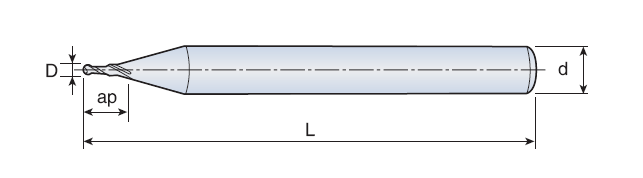
| 规格 |
刃径 (mm) |
刃长 (mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| S230 0100 F2 25 070 B X | 1 | 2.5 | 6 | 70 | 2 | 球头 | Microkevlar X |
| S230 0150 F2 26 070 B X | 1.5 | 4 | 6 | 70 | 2 | 球头 | Microkevlar X |
| S230 0200 F2 25 080 B X | 2 | 5 | 6 | 80 | 2 | 球头 | Microkevlar X |
| S230 0250 F2 24 080 B X | 2.5 | 6 | 6 | 80 | 2 | 球头 | Microkevlar X |
| S230 0300 F2 20 100 B X | 3 | 6 | 6 | 100 | 2 | 球头 | Microkevlar X |
| S230 0400 F2 20 070 B X | 4 | 8 | 6 | 70 | 2 | 球头 | Microkevlar X |
| S230 0400 F2 20 100 B X | 4 | 8 | 6 | 100 | 2 | 球头 | Microkevlar X |
| S230 0500 F2 20 080 B X | 5 | 10 | 6 | 80 | 2 | 球头 | Microkevlar X |
| S230 0600 D 20 090 B X | 6 | 12 | 6 | 90 | 2 | 球头 | Microkevlar X |
| S230 0600 D 20 130 B X | 6 | 12 | 6 | 130 | 2 | 球头 | Microkevlar X |
参数
| S230BL Speed and Recommendations 推荐参数表 | |||||||||
|
ISO GROUP |
CMG |
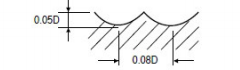
ap*Dc 切深 |
ae*Dc 切宽 |
Parameters 参数 |
0.1 | 0.2 | 0.4 | 0.6 | 0.8 |
| P |
P 1-2 |
0.05 | 0.08 | RPM转速 | 40000 | 30000 | 30000 | 30000 | 30000 |
| Fz每齿切削量 | 0.007 | 0.012 | 0.019 | 0.029 | 0.039 | ||||
| F进给 | 550 | 720 | 1140 | 1740 | 2340 | ||||
| Vc 线速度 | 13 | 19 | 38 | 57 | 75 | ||||
|
P 3-4 |
0.05 | 0.08 | RPM转速 | 40000 | 30000 | 30000 | 30000 | 30000 | |
| Fz每齿切削量 | 0.006 | 0.011 | 0.017 | 0.025 | 0.033 | ||||
| F进给 | 500 | 630 | 1020 | 1500 | 1980 | ||||
| Vc 线速度 | 13 | 19 | 38 | 57 | 75 | ||||
|
P 5-6 |
0.05 | 0.08 | RPM转速 | 33000 | 27000 | 27000 | 27000 | 27000 | |
| Fz每齿切削量 | 0.006 | 0.011 | 0.017 | 0.024 | 0.033 | ||||
| F进给 | 400 | 575 | 900 | 1320 | 1800 | ||||
| Vc 线速度 | 10 | 17 | 34 | 51 | 68 | ||||
| K |
K 12-15 |
0.05 | 0.08 | RPM转速 | 40000 | 30000 | 30000 | 30000 | 30000 |
| Fz每齿切削量 | 0.007 | 0.012 | 0.019 | 0.029 | 0.039 | ||||
| F进给 | 550 | 720 | 1140 | 1740 | 2340 | ||||
| Vc 线速度 | 13 | 19 | 38 | 57 | 75 | ||||