
整体硬质合金
适用于不锈钢,钢件
HRC62
6刃, 尖角, D涂层, 高硬
专为精铣加工设计的大芯厚及大前角锋利
刃口,适用于各类材料的高速、中速精加工
加工高度高,侧刃加工垂直度高,可加工硬度
HRC62, 适用于一般机械加工,汽车零部件及模具行业






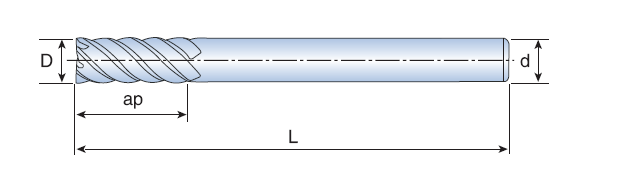
| 规格 |
刃径 (mm) |
刃长 (mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| S645 060 D 41 080 S D | 6 | 25 | 6 | 80 | 6 | 尖角 | Microkevlar D |
| S645 080 D 43 090 S D | 8 | 35 | 8 | 90 | 6 | 尖角 | Microkevlar D |
| S645 100 D 45 100 S D | 10 | 45 | 10 | 100 | 6 | 尖角 | Microkevlar D |
| S645 120 D 41 100 S D | 12 | 50 | 12 | 100 | 6 | 尖角 | Microkevlar D |
| S645 160 D 40 150 S D | 16 | 65 | 16 | 150 | 6 | 尖角 | Microkevlar D |
| S645 200 D 35 150 S D | 20 | 70 | 20 | 150 | 6 | 尖角 | Microkevlar D |
参数


ap*Dc
切深
ae*Dc
切宽
Parameters
参数
Side Milling
Side Milling
Side Milling
Side Milling
Side Milling
Side Milling
Side Milling
Side Milling
S645 Speed and Recommendations 推荐参数表
ISO GROUP
CMG
Type of cut 切削形式
Vc 线速度
6
8
10
12
16
20
P
P 1-2

1.5
0.05
98 78-122
RPM转速
5175
3900
3075
2625
1950
1550
Fz每齿切削量
0.03
0.038
0.045
0.053
0.062
0.069
F进给
924
891
831
831
726
641
P 3-4
1
0.03
65 52-81
RPM转速
3450
2600
2050
1750
1300
1025
Fz每齿切削量
0.03
0.038
0.045
0.053
0.062
0.069
F进给
627
594
555
555
482
429
P 5-6
1
0.02
50 40-62
RPM转速
2650
2000
1825
1600
1000
800
Fz每齿切削量
0.025
0.023
0.029
0.033
0.046
0.052
F进给
369
276
317
317
278
251
K
K 12-13
1.5
0.05
104 83-130
RPM转速
5495
4140
3297
2747
2070
1648
Fz每齿切削量
0.018
0.023
0.029
0.035
0.04
0.044
F进给
577
575
575
577
497
433
M
M 8-9
1.5
0.5
85 68-106
RPM转速
4525
3383
2715
2263
1691
1358
Fz每齿切削量
0.014
0.018
0.023
0.028
0.031
0.035
F进给
380
380
379
380
310
285
M10
1
0.4
75 60-84
RPM转速
3960
2985
2376
1980
1492
1188
Fz每齿切削量
0.014
0.018
0.023
0.028
0.031
0.035
F进给
333
331
331
333
278
249
M11
0.6
0.3
55 44-69
RPM转速
2909
2189
1745
1455
1095
873
Fz每齿切削量
0.014
0.018
0.023
0.028
0.031
0.035
F进给
244
236
243
244
203
183
S
S22
1
0.4
70 56-84
RPM转速
3714
2785
2228
1857
1393
1114
Fz每齿切削量
0.016
0.021
0.028
0.035
0.042
0.048
F进给
356
350
374
390
351
320