
●Ultra-fine Cemented Carbide
●Suitable for High Temperature Alloy and Titanium Alloys machining
●Rough, Semi-Finish and Finish processing
●4F, Radius, X coating, Unequal indexing, Multiple helix, Double Core design
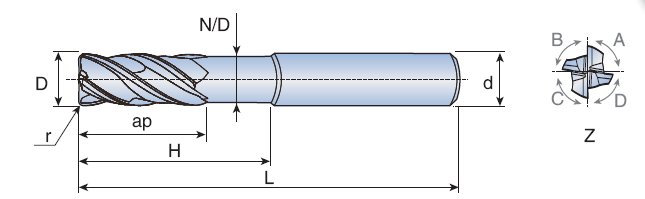
●Excellent tools for Aerospace industry & Power generation. Neck design increases cutting length, double core design reduces tool deflection when finishing and improves tool rigidity.
●Recommend Application: Rough and Semi-Finish processing for Titanium Alloy








H
(mm)
P/N
D
(mm)
ap
(mm)
d
(mm)
L
(mm)
F#
Tip
Coating
GCMN440 060 E 21 057 R050 X
6
13
20
6
57
4
R0.5
Microkevlar X
GCMN440 060 E 21 057 R100 X
6
13
20
6
57
4
R1
Microkevlar X
GCMN440 080 E 23 063 R050 X
8
19
25
8
63
4
R0.5
Microkevlar X
GCMN440 080 E 23 063 R100 X
8
19
25
8
63
4
R1
Microkevlar X
GCMN440 080 E 23 063 R150 X
8
19
25
8
63
4
R1.5
Microkevlar X
GCMN440 080 E 23 063 R200 X
8
19
25
8
63
4
R2
Microkevlar X
GCMN440 100 E 22 072 R050 X
10
22
30
10
72
4
R0.5
Microkevlar X
GCMN440 100 E 22 072 R100 X
10
22
30
10
72
4
R1
Microkevlar X
GCMN440 100 E 22 072 R150 X
10
22
30
10
72
4
R1.5
Microkevlar X
GCMN440 100 E 22 072 R200 X
10
22
30
10
72
4
R2
Microkevlar X
GCMN440 120 E 21 083 R050 X
12
26
35
12
83
4
R0.5
Microkevlar X
GCMN440 120 E 21 083 R100 X
12
26
35
12
83
4
R1
Microkevlar X
GCMN440 120 E 21 083 R150 X
12
26
35
12
83
4
R1.5
Microkevlar X
GCMN440 120 E 21 083 R200 X
12
26
35
12
83
4
R2
Microkevlar X
GCMN440 120 E 21 083 R300 X
12
26
35
12
83
4
R3
Microkevlar X
GCMN440 140 E 18 083 R100 X
14
26
36
14
83
4
R1
Microkevlar X
GCMN440 140 E 18 083 R200 X
14
26
36
14
83
4
R2
Microkevlar X
GCMN440 160 E 21 092 R100 X
16
35
43
16
92
4
R1
Microkevlar X
GCMN440 160 E 21 092 R150 X
16
35
43
16
92
4
R1.5
Microkevlar X
GCMN440 160 E 21 092 R200 X
16
35
43
16
92
4
R2
Microkevlar X
GCMN440 160 E 21 092 R300 X
16
35
43
16
92
4
R3
Microkevlar X
GCMN440 160 E 21 092 R400 X
16
35
43
16
92
4
R4
Microkevlar X
GCMN440 200 E 22 110 R100 X
20
44
56
20
110
4
R1
Microkevlar X
GCMN440 200 E 22 110 R150 X
20
44
56
20
110
4
R1.5
Microkevlar X
GCMN440 200 E 22 110 R200 X
20
44
56
20
110
4
R2
Microkevlar X
GCMN440 200 E 22 110 R300 X
20
44
56
20
110
4
R3
Microkevlar X
GCMN440 200 E 22 110 R350 X
20
44
56
20
110
4
R3.5
Microkevlar X
GCMN440 200 E 22 110 R400 X
20
44
56
20
110
4
R4
Microkevlar X
GCMN440 250 E 22 130 R100 X
25
55
70
25
130
4
R1
Microkevlar X
GCMN440 250 E 22 130 R150 X
25
55
70
25
130
4
R1.5
Microkevlar X
GCMN440 250 E 22 130 R200 X
25
55
70
25
130
4
R2
Microkevlar X
GCMN440 250 E 22 130 R300 X
25
55
70
25
130
4
R3
Microkevlar X
GCMN440 250 E 22 130 R400 X
25
55
70
25
130
4
R4
Microkevlar X


Type of cut
ap*Dc
ae*Dc
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
GCMN440 Speed and Recommendations
ISO GROUP
CMG
Vc
Parameters
6
8
10
12
14
16
20
25
M
M
8-9

1
0.4
105
84-126
RPM
5570
4178
3342
2785
2387
2089
1674
1337
Fz
0.025
0.034
0.042
0.048
0.055
0.062
0.071
0.081
F
550
572
559
529
525
516
476
432

1
1
85
68-102
RPM
4509
3382
2706
2255
1933
1691
1353
1082
Fz
0.025
0.034
0.042
0.048
0.055
0.062
0.071
0.081
F
446
463
452
428
425
418
386
350
M10
1
0.4
155
124-186
RPM
8223
6167
4934
4112
3524
3084
2467
1974
Fz
0.034
0.046
0.057
0.067
0.076
0.086
0.095
0.114
F
1125
1125
1125
1094
1071
1055
937
900
1
1
125
100-150
RPM
6631
4974
3979
3316
2842
2487
1989
1592
Fz
0.034
0.046
0.057
0.067
0.074
0.081
0.095
0.105
F
907
907
907
882
841
803
756
665
M11
0.6
0.3
44
35-53
RPM
2334
1751
1401
1167
1000
875
700
560
Fz
0.016
0.021
0.027
0.032
0.036
0.04
0.046
0.052
F
151
146
149
151
144
140
128
117
0.4
1
36
29-43
RPM
1910
1432
1146
955
819
716
573
458
Fz
0.016
0.021
0.027
0.032
0.036
0.04
0.046
0.052
F
123
120
122
123
118
114
105
96
S
S
19-21
1
0.4
70
56-84
RPM
3714
2785
2228
1857
1592
1393
1114
891
Fz
0.034
0.048
0.057
0.067
0.076
0.086
0.095
0.114
F
508
529
508
494
484
476
423
406
1
1
55
44-66
RPM
2918
2188
1751
1459
1251
1094
875
700
Fz
0.034
0.048
0.057
0.067
0.076
0.086
0.095
0.114
F
399
399
399
388
380
374
333
293
S22
0.6
0.3
32
26-38
RPM
1698
1273
1019
849
728
637
509
407
Fz
0.02
0.026
0.032
0.038
0.044
0.048
0.055
0.065
F
136
132
130
129
128
122
112
106
0.4
1
25
20-30
RPM
1326
995
796
663
568
497
398
318
Fz
0.02
0.026
0.032
0.038
0.044
0.048
0.055
0.065
F
95
95
95
95
91
88
80
70

| Machine | Machine: DMU 80P duoBLOCK | ||||
| Power(KW) | 37 | Spindle speed | 1-12000 | ||
| Holder | HSK63 | Holder Type | Heat shrinkable | ||
| Fixture | Special | Working way | Side milling | ||
| Workpiece | Name | Aeroengine Case | P/N | ||
| Material | GH4169 | Heat treatment | □ Yes | ||
| Spec. | Hardness: HRC_40_ | ||||
| Discription | 16mm 4F R4 | 16mm 4F end mill | 16mm 4F end mill | ||
| Brand | Couloir Cutter | Competitor S | Competitor C | ||
| P/N | GCMN440160E21092R400X | Famous Brand | Famous Brand | ||
| Flute#/Coating | 4F,Microkevlar X | 4F,ALTIN | 4F,ALCrN | ||
| Spindle Speed(RPM) | 500rev/min | 500rev/min | 500rev/min | ||
| Depth of Cut(ap) | 3mm | 1mm | 1mm | ||
| Width of Cut(ae) | 8mm | 8mm | 8mm | ||
| Cutting speed(Vc) | 25m/min | 25m/min | 25m/min | ||
| Feed per tooth(CTP) | 0.1mm | 0.1 | 0.1 | ||
| Feed (F) | 200mm/min | 200mm/min | 200mm/min | ||
| Cutter reach | 46mm | 46mm | 46mm | ||
| Cooling | Aqueous coolant in good condition | Aqueous coolant in good condition | Aqueous coolant in good condition | ||
| Tool life | 100min | 100min | 120min | ||
Adress:4FL, BINTIAN MANSION, YONGLE INDUSTRIAL PARK, JINGHE NEW CITY OF XIXIAN NEW AREA, SHAANXI PROVINCE, CHINA. 713702
TEL:86-29-38952897/15091858296
FAX:86-29-38952897
ICP Record Number:Shaanxi ICP No. 19008760-1