
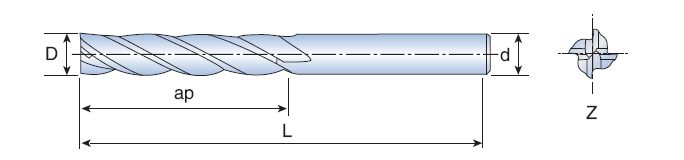
●Diameter 1mm~12mm with 5D~12D flute length
●Suitable for Stainless Steel and Steel, HRC62
●4F, Square end, X coating, High hardness
●Designed specifically for the ULTRA-LONG cutting. Verified TINY TAPER on flute minimize tool offset during machining.
●Recommend Application: High speed & High hardness processing








| P/N |
D
(mm)
|
ap
(mm)
|
d
(mm)
|
L
(mm)
|
F# | Tip | Coating |
| S430 010 F2 50 060 S X | 1 | 5 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 010 F2 80 060 S X | 1 | 8 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 010 F2 100 060 S X | 1 | 10 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 010 F2 120 060 S X | 1 | 12 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 012 F2 50 060 S X | 1.2 | 6 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 012 F2 66 060 S X | 1.2 | 8 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 012 F2 83 060 S X | 1.2 | 10 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 012 F2 100 060 S X | 1.2 | 12 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 015 F2 53 060 S X | 1.5 | 8 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 015 F2 66 060 S X | 1.5 | 10 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 015 F2 80 060 S X | 1.5 | 12 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 015 F2 106 060 S X | 1.5 | 16 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 020 F2 50 060 S X | 2 | 10 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 020 F2 70 060 S X | 2 | 14 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 020 F2 80 060 S X | 2 | 16 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 025 F2 48 060 S X | 2.5 | 12 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 025 F2 80 060 S X | 2.5 | 20 | 6 | 60 | 4 | SQ | Microkevlar X |
| S430 030 F2 53 070 S X | 3 | 16 | 6 | 70 | 4 | SQ | Microkevlar X |
| S430 030 F2 66 070 S X | 3 | 20 | 6 | 70 | 4 | SQ | Microkevlar X |
| S430 030 F2 86 070 S X | 3 | 26 | 6 | 70 | 4 | SQ | Microkevlar X |
| S430 030 F2 100 070 S X | 3 | 30 | 6 | 70 | 4 | SQ | Microkevlar X |
| S430 040 F2 50 070 S X | 4 | 20 | 6 | 70 | 4 | SQ | Microkevlar X |
| S430 040 F2 65 070 S X | 4 | 26 | 6 | 70 | 4 | SQ | Microkevlar X |
| S430 040 F2 75 070 S X | 4 | 30 | 6 | 70 | 4 | SQ | Microkevlar X |
| S430 050 F2 60 080 S X | 5 | 30 | 6 | 80 | 4 | SQ | Microkevlar X |
| S430 060 D 50 080 S X | 6 | 40 | 6 | 90 | 4 | SQ | Microkevlar X |
| S430 080 D 62 100 S X | 8 | 50 | 8 | 100 | 4 | SQ | Microkevlar X |
| S430 100 D 50 100 S X | 10 | 50 | 10 | 100 | 4 | SQ | Microkevlar X |
| S430 120 D 41 100 S X | 12 | 50 | 12 | 100 | 4 | SQ | Microkevlar X |

| S430Speed and Recommendations | |||||||||
|
ISO GROUP |
CMG |
Type of cut |
ap*Dc |
ae*Dc |
Parameters |
1 | 2 | 4 | 6 |
| P |
P 1-2 |
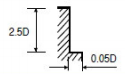
Side Milling |
2.5 | 0.05 | RPM | 19200 | 10580 | 6000 | 4420 |
| Fz | 0.002 | 0.006 | 0.014 | 0.029 | |||||
| F | 180 | 240 | 335 | 515 | |||||
| Vc | 60 | 66 | 75 | 83 | |||||
|
P 3-4 |
Side Milling |
2.5 | 0.05 | RPM | 10940 | 6050 | 3410 | 2520 | |
| Fz | 0.002 | 0.004 | 0.010 | 0.021 | |||||
| F | 70 | 95 | 140 | 215 | |||||
| Vc | 34 | 38 | 43 | 48 | |||||
|
P 5-6 |
Side Milling |
2.5 | 0.05 | RPM | 6720 | 3780 | 2150 | 1640 | |
| Fz | 0.001 | 0.004 | 0.008 | 0.017 | |||||
| F | 35 | 55 | 70 | 110 | |||||
| Vc | 21 | 24 | 27 | 31 | |||||
| K |
K 12-15 |
Side Milling |
2.5 | 0.05 | RPM | 19200 | 10580 | 6000 | 4420 |
| Fz | 0.002 | 0.006 | 0.014 | 0.029 | |||||
| F | 180 | 240 | 335 | 515 | |||||
| Vc | 60 | 66 | 75 | 83 | |||||
Machine
Machine: DMU 60P
Power(KW)
28
Spindle speed
18000
Holder
HSK63
Type
Powerful chuck
Fixture
Special
Working way
Slotting, Side milling
Workpiece
Name
Rocket Engine Part
P/N
Material
Chromium Bronze
Heat treatment
□ Yes
Spec.
Hardness: HRC__
Discription
4F, 1mm with 8mm flute length
4F, 1.5mm with 8mm flute length
Brand
Couloir Cutter
Couloir Cutter
P/N
S430010F250080SX
S430015F253060X
Flute#/Coating
4F,Microkevlar X
4F,Microkevlar X
Spindle Speed(RPM)
10000rev/min
12000rev/min
Depth of Cut(ap)
6mm
6mm
Width of Cut(ae)
1mm
0.2mm
Cutting speed(Vc)
314m/min
565m/min
Feed per tooth(CTP)
0.025mm
0.021mm
Feed (F)
1000mm/min
1000mm/min
Cutter reach
25mm
25mm
Cooling
Air
Air
Tool life
1pce
1pce
Adress:4FL, BINTIAN MANSION, YONGLE INDUSTRIAL PARK, JINGHE NEW CITY OF XIXIAN NEW AREA, SHAANXI PROVINCE, CHINA. 713702
TEL:86-29-38952897/15091858296
FAX:86-29-38952897
ICP Record Number:Shaanxi ICP No. 19008760-1
