
超细颗粒硬质合金
适用于高硬材料以外的
精加工和摆线铣
6刃, 尖角, X涂层, 可变螺旋角
以小切削量大进给量的切削方式显现高效率加工,抑制震动能力强,
整体刚性高,精铣光洁度高,同时可适用于高速摆线铣削




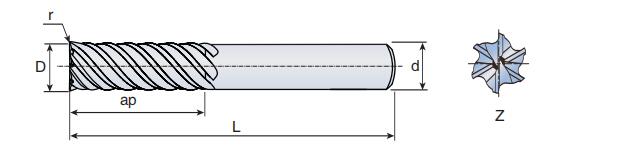
规格
刃径
(mm)
刃长
(mm)
柄径
(mm)
总长
(mm)
刃数
刀尖
涂层
GCP635 060 D 21 057 S X
6
13
6
57
6
尖角
Microkevlar X
GCP635 080 D 23 063 S X
8
19
8
63
6
尖角
Microkevlar X
GCP635 100 D 22 072 S X
10
22
10
72
6
尖角
Microkevlar X
GCP635 120 D 21 083 S X
12
26
12
83
6
尖角
Microkevlar X
GCP635 160 D 20 092 S X
16
32
16
92
6
尖角
Microkevlar X
GCP635 200 D 19 104 S X
20
38
20
104
6
尖角
Microkevlar X
GCP635 250 D 17 104 S X
25
44
25
104
6
尖角
Microkevlar X


| GCP635 Speed and Recommendations 推荐参数表 | |||||||||||||
|
ISO GROUP |
CMG |
Type of cut 切削形式 |
ap*Dc 切深 |
ae*Dc 切宽 |
Vc 线速度 |
Parameters 参数 |
6 | 8 | 10 | 12 | 16 | 20 | 25 |
| P |
P 1-2 |
Side Milling |
2 | 0.05 |
300 210-390 |
RPM转速 | 15890 | 11920 | 9540 | 7950 | 5960 | 4470 | 3820 |
| Fz每齿切削量 | 0.068 | 0.116 | 0.144 | 0.173 | 0.202 | 0.225 | 0.232 | ||||||
| F进给 | 6440 | 8270 | 8253 | 8245 | 7210 | 6440 | 5315 | ||||||
|
P 3-4 |
Side Milling |
2 | 0.05 |
203 142-264 |
RPM转速 | 10770 | 8080 | 6460 | 5380 | 4040 | 3230 | 2590 | |
| Fz每齿切削量 | 0.050 | 0.085 | 0.106 | 0.128 | 0.148 | 0.167 | 0.174 | ||||||
| F进给 | 3240 | 4115 | 4125 | 4130 | 3620 | 3235 | 2700 | ||||||
|
P 5-6 |
Side Milling |
2 | 0.05 |
100 70-130 |
RPM转速 | 5300 | 3970 | 3180 | 2650 | 1990 | 1590 | 1270 | |
| Fz每齿切削量 | 0.041 | 0.071 | 0.088 | 0.105 | 0.123 | 0.137 | 0.144 | ||||||
| F进给 | 1300 | 1685 | 1680 | 1675 | 1465 | 1310 | 1100 | ||||||
| M |
M 8-9 |
Side Milling |
2 | 0.05 |
147 103-191 |
RPM转速 | 7820 | 5860 | 4690 | 3910 | 2930 | 2340 | 1870 |
| Fz每齿切削量 | 0.041 | 0.071 | 0.088 | 0.105 | 0.123 | 0.137 | 0.143 | ||||||
| F进给 | 1920 | 2485 | 2475 | 2470 | 2160 | 1930 | 1610 | ||||||
| M10 |
Side Milling |
2 | 0.05 |
213 149-277 |
RPM转速 | 11290 | 8470 | 6770 | 5640 | 4230 | 3390 | 2710 | |
| Fz每齿切削量 | 0.049 | 0.084 | 0.104 | 0.125 | 0.146 | 0.162 | 0.168 | ||||||
| F进给 | 3330 | 4265 | 4240 | 4230 | 3715 | 3305 | 2730 | ||||||
| M11 |
Side Milling |
2 | 0.05 |
134 93.8-175 |
RPM转速 | 7120 | 5340 | 4270 | 3560 | 2670 | 2140 | 1710 | |
| Fz每齿切削量 | 0.041 | 0.071 | 0.088 | 0.105 | 0.123 | 0.137 | 0.142 | ||||||
| F进给 | 1750 | 2265 | 2255 | 2250 | 1970 | 1760 | 1460 | ||||||
| S | S22 |
Side Milling |
2 | 0.05 |
116 35-21 |
RPM转速 | 6170 | 4620 | 3700 | 3080 | 2310 | 18550 | 1480 |
| Fz每齿切削量 | 0.033 | 0.055 | 0.070 | 0.083 | 0.097 | 0.113 | 0.117 | ||||||
| F进给 | 1210 | 1535 | 1545 | 1535 | 1350 | 1250 | 1040 | ||||||
|
S 19-21 |
Side Milling |
2 | 0.05 |
33 23-43 |
RPM转速 | 1740 | 1300 | 1040 | 870 | 850 | 520 | 420 | |
| Fz每齿切削量 | 0.033 | 0.055 | 0.070 | 0.082 | 0.097 | 0.112 | 0.115 | ||||||
| F进给 | 340 | 430 | 435 | 430 | 380 | 350 | 290 | ||||||


