
超细颗粒硬质合金
适用于不锈钢,合金钢及钢件
大切削量高效加工
4刃, C, X涂层,不等分刃,可变螺旋角
以大切削量的切削方式显现高效率加工,独特设计
提升优化了排屑功能,降低振动,延长刀具使用寿命
优势应用: 不锈钢的粗加工、半精加工




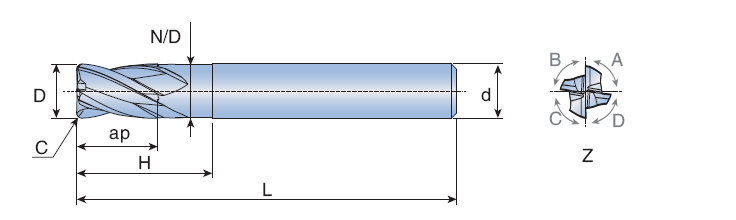
| 规格 |
刃径 (mm) |
刃长 (mm) |
有效切深(mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| GCPN435 030 G 20 054 C010 X | 3 | 6 | 12 | 6 | 54 | 4 | C0.1 | Microkevlar X |
| GCPN435 030 G 20 057 C010 X | 3 | 6 | 17 | 6 | 57 | 4 | C0.1 | Microkevlar X |
| GCPN435 040 G 20 054 C015 X | 4 | 8 | 15 | 6 | 54 | 4 | 0.15 | Microkevlar X |
| GCPN435 040 G 20 062 C015 X | 4 | 8 | 22 | 6 | 62 | 4 | C0.15 | Microkevlar X |
| GCPN435 050 G 20 054 C015 X | 5 | 10 | 17 | 6 | 54 | 4 | C0.15 | Microkevlar X |
| GCPN435 050 G 20 065 C015 X | 5 | 10 | 27 | 6 | 65 | 4 | C0.15 | Microkevlar X |
| GCPN435 060 E 16 057 C020 X | 6 | 10 | 21 | 6 | 57 | 4 | C0.2 | Microkevlar X |
| GCPN435 060 E 16 068 C020 X | 6 | 10 | 32 | 6 | 68 | 4 | C0.2 | Microkevlar X |
| GCPN435 080 E 15 063 C020 X | 8 | 12 | 27 | 8 | 63 | 4 | C0.2 | Microkevlar X |
| GCPN435 080 E 15 082 C020 X | 8 | 12 | 46 | 8 | 82 | 4 | C0.2 | Microkevlar X |
| GCPN435 100 E 14 072 C030 X | 10 | 14 | 32 | 10 | 72 | 4 | C0.3 | Microkevlar X |
| GCPN435 100 E 14 100 C030 X | 10 | 14 | 55 | 10 | 100 | 4 | C0.3 | Microkevlar X |
| GCPN435 120 E 13 083 C035 X | 12 | 16 | 38 | 12 | 83 | 4 | C0.35 | Microkevlar X |
| GCPN435 120 E 13 108 C035 X | 12 | 16 | 64 | 12 | 108 | 4 | C0.35 | Microkevlar X |
| GCPN435 160 E 13 092 C040 X | 16 | 22 | 44 | 16 | 92 | 4 | C0.4 | Microkevlar X |
| GCPN435 160 E 13 108 C040 X | 16 | 22 | 60 | 16 | 108 | 4 | C0.4 | Microkevlar X |
| GCPN435 160 E 13 135 C040 X | 16 | 22 | 87 | 16 | 135 | 4 | C0.4 | Microkevlar X |
| GCPN435 200 E 14 104 C050 X | 20 | 28 | 54 | 20 | 104 | 4 | C0.5 | Microkevlar X |
| GCPN435 200 E 14 125 C050 X | 20 | 28 | 75 | 20 | 125 | 4 | C0.5 | Microkevlar X |
| GCPN435 200 E 14 160 C050 X | 20 | 28 | 110 | 20 | 160 | 4 | C0.5 | Microkevlar X |

ISO
GROUP
Type of cut
切削形式
ap*Dc
切深
ae*Dc
切宽
Vc
线速度
Parameters
参数
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
GCPN435 Speed and Recommendations 推荐参数表
CMG
4
6
8
10
12
16
20
P
P 1-2

1.5
0.5
152 130-168
RPM转速
12125
8080
6060
5345
4450
3340
2670
Fz每齿切削量
0.008
0.016
0.027
0.038
0.047
0.053
0.065
F进给
395
520
665
820
835
710
695

1
1
112 91-135
RPM转速
9710
6470
4850
3880
3240
2430
1783
Fz每齿切削量
0.008
0.016
0.027
0.038
0.047
0.053
0.065
F进给
310
414
523
589
609
515
463
P 3-4
1
0.5
107 95-130
RPM转速
8485
5655
4240
3740
3100
2330
1870
Fz每齿切削量
0.008
0.016
0.027
0.038
0.047
0.053
0.065
F进给
275
365
460
575
580
490
485
1
1
99 84-114
RPM转速
7880
5250
3940
3150
2630
1970
1576
Fz每齿切削量
0.008
0.016
0.027
0.038
0.047
0.053
0.065
F进给
252
336
425
478
494
417
409
P 5-6
1
0.5
70 60-81
RPM转速
5090
3395
2545
2240
1860
1400
1120
Fz每齿切削量
0.006
0.011
0.019
0.027
0.032
0.037
0.045
F进给
115
150
190
240
240
205
200
1
1
61 55-67
RPM转速
4850
3240
2430
1940
1620
1210
971
Fz每齿切削量
0.006
0.011
0.019
0.027
0.032
0.037
0.045
F进给
116
142
184
209
207
179
174
K
K 12-13
1
0.5
130 110-150
RPM转速
10335
6890
5161
4558
3775
2842
2279
Fz每齿切削量
0.01
0.02
0.034
0.048
0.058
0.065
0.081
F进给
413
551
702
875
875
738
738
1
1
112 91-135
RPM转速
8910
5940
4455
3930
3255
2450
1965
Fz每齿切削量
0.01
0.02
0.034
0.048
0.058
0.065
0.081
F进给
360
480
600
755
760
640
635
M
M 8-9
1.5
0.5
105 84-126
RPM转速
8400
5570
4178
3342
2785
2089
1674
Fz每齿切削量
0.008
0.025
0.034
0.042
0.048
0.062
0.071
F进给
268
550
572
559
529
516
476
1
1
85 68-102
RPM转速
6767
4509
3382
2706
2255
1691
1353
Fz每齿切削量
0.008
0.025
0.034
0.042
0.048
0.062
0.071
F进给
216
446
463
452
428
418
386
M10
1
0.4
155 124-186
RPM转速
11740
8223
6167
4934
4112
3084
2467
Fz每齿切削量
0.006
0.034
0.046
0.057
0.067
0.086
0.095
F进给
281
1125
1125
1125
1094
1055
937
1
1
125 100-150
RPM转速
9950
6631
4974
3979
3316
2487
1989
Fz每齿切削量
0.006
0.034
0.046
0.057
0.067
0.081
0.095
F进给
238
907
907
907
882
803
756
M11
0.6
0.3
44 35-53
RPM转速
3503
2334
1751
1401
1167
875
700
Fz每齿切削量
0.008
0.016
0.021
0.027
0.032
0.04
0.046
F进给
112
151
146
149
151
140
128
0.4
1
36 29-43
RPM转速
2866
1910
1432
1146
955
716
573
Fz每齿切削量
0.008
0.016
0.021
0.027
0.032
0.04
0.046
F进给
92
123
120
122
123
114
105
S
S22
1
0.4
70 56-84
RPM转速
5573
3714
2785
2228
1857
1393
1114
Fz每齿切削量
0.007
0.016
0.025
0.042
0.05
0.055
0.068
F进给
156
237
278
374
371
306
303
1
1
55 44-66
RPM转速
4378
2918
2188
1751
1459
1094
875
Fz每齿切削量
0.007
0.016
0.025
0.042
0.05
0.055
0.068
F进给
122
186
218
294
291
240
238
S 19-21
0.6
0.3
32 26-38
RPM转速
2547
1698
1273
1019
849
637
509
Fz每齿切削量
0.005
0.012
0.019
0.032
0.038
0.048
0.055
F进给
51
81
96
130
129
122
112
0.4
1
25 20-30
RPM转速
1990
1326
995
796
663
497
398
Fz每齿切削量
0.005
0.012
0.019
0.032
0.038
0.048
0.055
F进给
39
63
75
101
100
95
87

