
整体硬质合金
超大芯厚, 高强度刃口
工况较差的高硬度加工和模具返修
6刃, R角, G涂层,高硬
超大芯厚设计,刃口倒钝处理,构成强劲的整体强度,
不易崩刀或断裂, 适用于模具返修加工





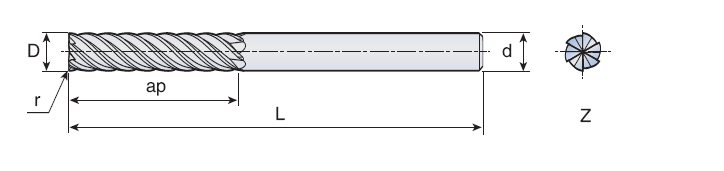
| 规格 |
刃径 (mm) |
刃长 (mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| VHS-R-60412.1386 | 4 | 12 | 4 | 50 | 6 | R0.25 | Microkevlar G |
| VHS-R-60620.1385 | 6 | 20 | 6 | 60 | 6 | R0.25 | Microkevlar G |
| VHS-R-60830.1381 | 8 | 30 | 8 | 75 | 6 | R0.25 | Microkevlar G |
| VHS-R-61035.1380 | 10 | 35 | 10 | 90 | 6 | R0.5 | Microkevlar G |
| VHS-R-61250.1379 | 12 | 50 | 12 | 100 | 6 | R0.5 | Microkevlar G |
| VHS-R-61650.1378 | 16 | 55 | 16 | 110 | 6 | R0.5 | Microkevlar G |
| VHS-R-62060.1377 | 20 | 60 | 20 | 120 | 6 | R0.5 | Microkevlar G |
参数

Side Milling
Side Milling
Side Milling
VHS Speed and Recommendations 推荐参数表
ISO GROUP
CMG
Type of cut
切削形式
ap*Dc
切深
ae*Dc
切宽
Vc
线速度
Parameters
参数
4
5
6
8
10
12
16
P
P6

1
0.4
80
60-100
RPM转速
6369
5095
4246
3184
2547
2123
1592
Fz每齿切削量
0.015
0.02
0.025
0.03
0.04
0.05
0.06
F进给
191
203
212
191
203
212
191
H
H7
1
0.1
50
35-65
RPM转速
3980
3184
2653
1990
1592
1326
995
Fz每齿切削量
0.005
0.008
0.012
0.019
0.032
0.038
0.048
F进给
119
153
191
226
305
302
286
S
S
19-21
1
0.1
32
26-38
RPM转速
2547
2038
1698
1273
1019
849
637
Fz每齿切削量
0.005
0.008
0.012
0.019
0.032
0.038
0.048
F进给
51
65
81
96
130
129
122