
超细颗粒硬质合金
铝合金铣刀
适用于大切深, 高速加工
3刃, 尖角, K涂层, 高速铣
高速、大切深、大进给加工的独特设计配以Microkevlar-K 铝合金专用涂层,能有效减少铝屑粘黏 应用于航空结构件、大型医疗器械结构件
优势应用:铝合金高速粗加工







| 规格 |
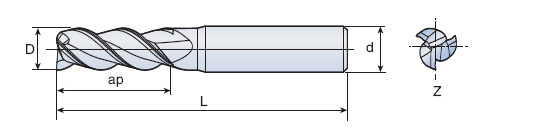
刃径 (mm) |
刃长 (mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| A338 040 D 30 050 S K | 4 | 12 | 4 | 50 | 3 | 尖角 | Microkevlar K |
| A338 040 F2 30 050 S K | 4 | 12 | 6 | 50 | 3 | 尖角 | Microkevlar K |
| A338 060 D 26 060 S K | 6 | 16 | 6 | 60 | 3 | 尖角 | Microkevlar K |
| A338 060 D 33 060 S K | 6 | 20 | 6 | 60 | 3 | 尖角 | Microkevlar K |
| A338 080 D 25 060 S K | 8 | 20 | 8 | 60 | 3 | 尖角 | Microkevlar K |
| A338 100 D 25 075 S K | 10 | 25 | 10 | 75 | 3 | 尖角 | Microkevlar K |
| A338 120 D 25 075 S K | 12 | 30 | 12 | 75 | 3 | 尖角 | Microkevlar K |
| A338 160 D 28 100 S K | 16 | 45 | 16 | 100 | 3 | 尖角 | Microkevlar K |
| A338 200 D 22 100 S K | 20 | 45 | 20 | 100 | 3 | 尖角 | Microkevlar K |

| A338 Speed and Recommendations 推荐参数表 | ||||||||||||
|
ISO GROUP |
CMG |
Type of cut 切削形式 |
ap*Dc 切深 |
ae*Dc 切宽 |
Vc 线速度 |
Parameters 参数 |
6 | 8 | 10 | 12 | 16 | 20 |
| N | N16 |
Side Milling |
1 | 0.5 |
550 450-760 |
RPM转速 | 29193 | 21894 | 17515 | 14596 | 10947 | 8757 |
| Fz每齿切削量 | 0.12 | 0.16 | 0.2 | 0.24 | 0.32 | 0.4 | ||||||
| F进给 | 10509 | 10509 | 10509 | 10509 | 10509 | 10509 | ||||||
|
Slotting |
0.5 | 1 |
550 450-760 |
RPM转速 | 29193 | 21894 | 17515 | 14596 | 10947 | 8757 | ||
| Fz每齿切削量 | 0.09 | 0.12 | 0.15 | 0.18 | 0.24 | 0.3 | ||||||
| F进给 | 7882 | 7882 | 7882 | 7882 | 7882 | 7882 | ||||||
|
Slotting |
1 | 1 |
340 225-450 |
RPM转速 | 18046 | 13535 | 10828 | 9023 | 6767 | 5414 | ||
| Fz每齿切削量 | 0.06 | 0.08 | 0.10 | 0.12 | 0.16 | 0.20 | ||||||
| F进给 | 3248 | 3248 | 3248 | 3248 | 3248 | 3248 | ||||||
案例
| 试刀设备 | 机床(名称、型号及使用情况)FIDIA | |||||
| 功率(KW) | 120 | 主轴转速范围 | 30000 | |||
| 刀柄形式 | HSK100 | 夹头及精度 | 液压 | |||
| 夹具 | 专用 | 加工方式 | 开槽、侧铣 | |||
| 试件 | 零件名称 | 机翼肋板 | 件号 | |||
| 材料 | 2050 T84 | 热处理 | □ 是 | |||
| 规格 | 硬度: HRC__ | |||||
| 试刀记录 | 12mm, 3F, 尖角 |
|
16mm, 3F, 尖角 | |||
| 刀具品牌 | 耐高酷乐 | 耐高酷乐 | ||||
| 规格型号 | A338120D25075SK | AN338160E15150SK | ||||
| 刃数/涂层 | 3F,Microkevlar K | 3F,Microkevlar K | ||||
| 主轴转速(RPM) | 17000rev/min | 11000rev/min | ||||
| 切削深度(ap) | 6mm | 16mm | ||||
| 切削宽度(ae) | 12mm | 8mm | ||||
| 切削线速度(Vc) | 640m/min | 550m/min | ||||
| 每齿切削量(CTP) | 0.196mm | 0.3mm | ||||
| 进给量(F值) | 10000mm/min | 10000mm/min | ||||
| 刀具悬伸量 | 30mm | 30mm | ||||
| 冷却液 | 空冷 | 空冷 | ||||
| 刀具寿命 | 连续加工20小时以上 | 连续加工20小时以上 | ||||
| 结论/建议 | A338系列作为最新款的高速大切削量铝合金铣刀,应用范围除航空航天铝合金结构件外,还应用于医疗器械结构件及通用机械大型结构件 | |||||

