
超细颗粒硬质合金
适用于高温合金和钛合金
粗加工, 半精加工和精加工
4刃, R角, X涂层, 不等分刃,不等螺旋角,双芯
航空航天, 能源行业的理想选择。 缩颈设计增大有效切深, 双芯设计减小精加工的刀具变形增加尺寸稳定性。
可变螺旋角及可变切削刃设计带来完美的开槽表现。
优势应用:钛合金粗加工、半精加工







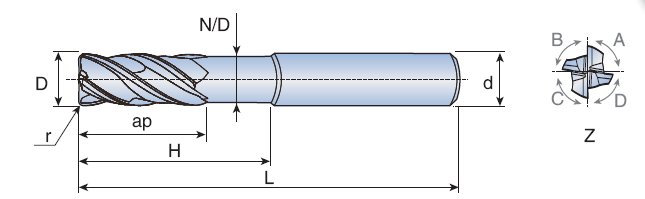
规格
刃径
(mm)
刃长
(mm)
有效切深(mm)
柄径
(mm)
总长
(mm)
刃数
刀尖
涂层
GCMN440 060 E 21 057 R050 X
6
13
20
6
57
4
R0.5
Microkevlar X
GCMN440 060 E 21 057 R100 X
6
13
20
6
57
4
R1
Microkevlar X
GCMN440 080 E 23 063 R050 X
8
19
25
8
63
4
R0.5
Microkevlar X
GCMN440 080 E 23 063 R100 X
8
19
25
8
63
4
R1
Microkevlar X
GCMN440 080 E 23 063 R150 X
8
19
25
8
63
4
R1.5
Microkevlar X
GCMN440 080 E 23 063 R200 X
8
19
25
8
63
4
R2
Microkevlar X
GCMN440 100 E 22 072 R050 X
10
22
30
10
72
4
R0.5
Microkevlar X
GCMN440 100 E 22 072 R100 X
10
22
30
10
72
4
R1
Microkevlar X
GCMN440 100 E 22 072 R150 X
10
22
30
10
72
4
R1.5
Microkevlar X
GCMN440 100 E 22 072 R200 X
10
22
30
10
72
4
R2
Microkevlar X
GCMN440 120 E 21 083 R050 X
12
26
35
12
83
4
R0.5
Microkevlar X
GCMN440 120 E 21 083 R100 X
12
26
35
12
83
4
R1
Microkevlar X
GCMN440 120 E 21 083 R150 X
12
26
35
12
83
4
R1.5
Microkevlar X
GCMN440 120 E 21 083 R200 X
12
26
35
12
83
4
R2
Microkevlar X
GCMN440 120 E 21 083 R300 X
12
26
35
12
83
4
R3
Microkevlar X
GCMN440 140 E 18 083 R100 X
14
26
36
14
83
4
R1
Microkevlar X
GCMN440 140 E 18 083 R200 X
14
26
36
14
83
4
R2
Microkevlar X
GCMN440 160 E 21 092 R100 X
16
35
43
16
92
4
R1
Microkevlar X
GCMN440 160 E 21 092 R150 X
16
35
43
16
92
4
R1.5
Microkevlar X
GCMN440 160 E 21 092 R200 X
16
35
43
16
92
4
R2
Microkevlar X
GCMN440 160 E 21 092 R300 X
16
35
43
16
92
4
R3
Microkevlar X
GCMN440 160 E 21 092 R400 X
16
35
43
16
92
4
R4
Microkevlar X
GCMN440 200 E 22 110 R100 X
20
44
56
20
110
4
R1
Microkevlar X
GCMN440 200 E 22 110 R150 X
20
44
56
20
110
4
R1.5
Microkevlar X
GCMN440 200 E 22 110 R200 X
20
44
56
20
110
4
R2
Microkevlar X
GCMN440 200 E 22 110 R300 X
20
44
56
20
110
4
R3
Microkevlar X
GCMN440 200 E 22 110 R350 X
20
44
56
20
110
4
R3.5
Microkevlar X
GCMN440 200 E 22 110 R400 X
20
44
56
20
110
4
R4
Microkevlar X
GCMN440 250 E 22 130 R100 X
25
55
70
25
130
4
R1
Microkevlar X
GCMN440 250 E 22 130 R150 X
25
55
70
25
130
4
R1.5
Microkevlar X
GCMN440 250 E 22 130 R200 X
25
55
70
25
130
4
R2
Microkevlar X
GCMN440 250 E 22 130 R300 X
25
55
70
25
130
4
R3
Microkevlar X
GCMN440 250 E 22 130 R400 X
25
55
70
25
130
4
R4
Microkevlar X

Type of cut
切削形式
ap*Dc
切深
ae*Dc
切宽
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
Side Milling
Slotting
GCMN440 Speed and Recommendations 推荐参数表
ISO GROUP
CMG
Vc
线速度
Parameters
参数
6
8
10
12
14
16
20
25
M
M
8-9

1
0.4
105
84-126
RPM转速
5570
4178
3342
2785
2387
2089
1674
1337
Fz每齿切削量
0.025
0.034
0.042
0.048
0.055
0.062
0.071
0.081
F进给
550
572
559
529
525
516
476
432

1
1
85
68-102
RPM转速
4509
3382
2706
2255
1933
1691
1353
1082
Fz每齿切削量
0.025
0.034
0.042
0.048
0.055
0.062
0.071
0.081
F进给
446
463
452
428
425
418
386
350
M10
1
0.4
155
124-186
RPM转速
8223
6167
4934
4112
3524
3084
2467
1974
Fz每齿切削量
0.034
0.046
0.057
0.067
0.076
0.086
0.095
0.114
F进给
1125
1125
1125
1094
1071
1055
937
900
1
1
125
100-150
RPM转速
6631
4974
3979
3316
2842
2487
1989
1592
Fz每齿切削量
0.034
0.046
0.057
0.067
0.074
0.081
0.095
0.105
F进给
907
907
907
882
841
803
756
665
M11
0.6
0.3
44
35-53
RPM转速
2334
1751
1401
1167
1000
875
700
560
Fz每齿切削量
0.016
0.021
0.027
0.032
0.036
0.04
0.046
0.052
F进给
151
146
149
151
144
140
128
117
0.4
1
36
29-43
RPM转速
1910
1432
1146
955
819
716
573
458
Fz每齿切削量
0.016
0.021
0.027
0.032
0.036
0.04
0.046
0.052
F进给
123
120
122
123
118
114
105
96
S
S
19-21
1
0.4
70
56-84
RPM转速
3714
2785
2228
1857
1592
1393
1114
891
Fz每齿切削量
0.034
0.048
0.057
0.067
0.076
0.086
0.095
0.114
F进给
508
529
508
494
484
476
423
406
1
1
55
44-66
RPM转速
2918
2188
1751
1459
1251
1094
875
700
Fz每齿切削量
0.034
0.048
0.057
0.067
0.076
0.086
0.095
0.114
F进给
399
399
399
388
380
374
333
293
S22
0.6
0.3
32
26-38
RPM转速
1698
1273
1019
849
728
637
509
407
Fz每齿切削量
0.02
0.026
0.032
0.038
0.044
0.048
0.055
0.065
F进给
136
132
130
129
128
122
112
106
0.4
1
25
20-30
RPM转速
1326
995
796
663
568
497
398
318
Fz每齿切削量
0.02
0.026
0.032
0.038
0.044
0.048
0.055
0.065
F进给
95
95
95
95
91
88
80
70

| 试刀设备 | 机床(名称、型号及使用情况)DMU 80P duoBLOCK | |||||
| 功率(KW) | 37 | 主轴转速范围 | 1-12000 | |||
| 刀柄形式 | HSK63 | 夹头及精度 | 热缩 | |||
| 夹具 | 专用 | 加工方式 | 侧铣 | |||
| 试件 | 零件名称 | 航空机匣 | 件号 | |||
| 材料 | GH4169 | 热处理 | □ 是 | |||
| 规格 | 硬度: HRC40 | |||||
| 试刀记录 | 16mm, 4F, R4 | 16MM, 4F | 16MM, 4F | |||
| 刀具品牌 | 耐高酷乐 | 竞争对手S | 竞争对手C | |||
| 规格型号 | GCMN440160E21092R400X | 著名品牌 | 著名品牌 | |||
| 刃数/涂层 | 4F,Microkevlar X | 4F,ALTIN | 4F,ALCrN | |||
| 主轴转速(RPM) | 500rev/min | 500rev/min | 500rev/min | |||
| 切削深度(ap) | 3mm | 1mm | 1mm | |||
| 切削宽度(ae) | 8mm | 8mm | 8mm | |||
| 切削线速度(Vc) | 25m/min | 25m/min | 25m/min | |||
| 每齿切削量(CTP) | 0.1mm | 0.1 | 0.1 | |||
| 进给量(F值) | 200mm/min | 200mm/min | 200mm/min | |||
| 刀具悬伸量 | 46mm | 46mm | 46mm | |||
| 冷却液 | 水溶冷却液,冷却良好 | 水溶冷却液,冷却良好 | 水溶冷却液,冷却良好 | |||
| 刀具寿命 | 100min | 100min | 120min | |||
