
8%含钴高速钢
针对钛合金与不锈钢
大尺寸粗加工和半精加工
6刃, R, D涂层, 侧固
8%含钴高速钢,可轴向下刀。独特的几何设计
切削刃达成理想的切屑形成和排除,减少摩擦力
和热量产生,比一般粗铣刀达到更好的表面光洁度。
适合以低速、大切深进行粗加工,且刀具韧性高,
可适应恶劣工况
优势应用:钛合金、不锈钢的粗加工






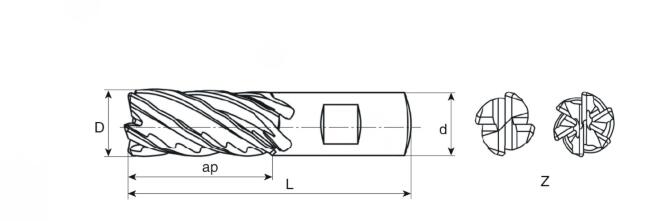
| 规格 |
刃径 (mm) |
刃长 (mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| VFP635 250 D 18 121 R075 D | 25 | 45 | 25 | 121 | 6 | R0.75 | Microkevlar D |
| VFP635 300 P 15 121 R100 D | 30 | 45 | 25 | 121 | 6 | R1 | Microkevlar D |
| VFP635 320 D 16 132 R100 D | 32 | 53 | 32 | 132 | 6 | R1 | Microkevlar D |

ISO
GROUP
Type of cut
切削形式
ap*Dc
切深
ae*Dc
切宽
Vc
线速度
Parameters
参数
M
8-9
Side Milling
Slotting
M
10-11
Side Milling
Slotting
Side Milling
Slotting
VFP435 Speed and Recommendations 推荐参数表
CMG
16
18
20
25
30
32
M

1.5
0.5
23 19-27
RPM转速
457
406
366
293
244
229
Fz每齿切削量
0.039
0.041
0.043
0.055
0.067
0.076
F进给
107
100
94
97
99
1044

1
1
20 16-24
RPM转速
398
353
318
254
212
199
Fz每齿切削量
0.039
0.041
0.043
0.055
0.067
0.076
F进给
93
87
82
84
87
91

1.5
0.5
23 19-27
RPM转速
457
406
366
293
244
229
Fz每齿切削量
0.039
0.041
0.043
0.055
0.067
0.076
F进给
107
100
94
97
99
1044

1
1
20 16-24
RPM转速
398
353
318
254
212
199
Fz每齿切削量
0.039
0.041
0.043
0.055
0.067
0.076
F进给
93
87
82
84
87
91
S22

1.5
0.5
18.5 15-22
RPM转速
368
327
394
235
196
184
Fz每齿切削量
0.036
0.038
0.04
0.051
0.063
0.071
F进给
79
75
71
72
74
78

1
1
12 9-15
RPM转速
239
212
191
153
127
119
Fz每齿切削量
0.036
0.038
0.04
0.051
0.063
0.071
F进给
52
48
46
47
48
51