
超细颗粒硬质合金
高硬模具铣刀
加工硬度HRC68
2刃,球头,P涂层,高硬
超精密细磨制刃口、多层纳米级高硬涂层 加工硬度可达HRC68,
标准、加长、缩径、球头可选,用于模具行业




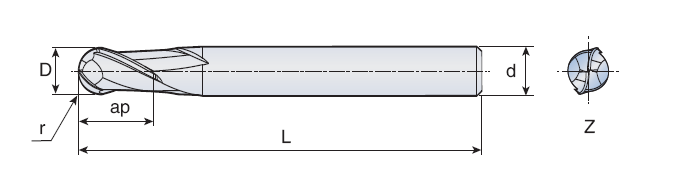
| 规格 |
刃径 (mm) |
刃长 (mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| HSU235 060 D 20 075 B P | 6 | 12 | 6 | 75 | 2 | 球头 | Microkevlar P |
| HSU235 080 D 20 100 B P | 8 | 16 | 8 | 100 | 2 | 球头 | Microkevlar P |
| HSU235 100 D 20 100 B P | 10 | 20 | 10 | 100 | 2 | 球头 | Microkevlar P |
| HSU235 120 D 20 100 B P | 12 | 24 | 12 | 100 | 2 | 球头 | Microkevlar P |

| HS235 Speed and Recommendations 推荐参数表 | |||||||||||||||
| ISO GROUP | CMG |
Type of cut 切削形式 |
ap*Dc 切深 |
ae*Dc 切宽 |
Vc 线速度 |
Parameters 参数 |
2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 |
| P | P6 |
Side Milling |
0.1 | 0.1 |
80 60-100 |
RPM转速 | 12738 | 8492 | 6369 | 5095 | 4246 | 3184 | 2547 | 2123 | 1592 |
| Fz每齿切削量 | 0.008 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.05 | 0.06 | ||||||
| F进给 | 203 | 169 | 191 | 203 | 212 | 191 | 203 | 212 | 191 | ||||||
| H | H7 |
Side Milling |
0.05 | 0.1 |
50 35-65 |
RPM转速 | 7961 | 5307 | 3980 | 3184 | 2653 | 1990 | 1592 | 1326 | 995 |
| Fz每齿切削量 | 0.003 | 0.005 | 0.007 | 0.008 | 0.01 | 0.012 | 0.016 | 0.02 | 0.024 | ||||||
| F进给 | 48 | 53 | 56 | 51 | 53 | 48 | 51 | 53 | 48 | ||||||
| 试刀设备 | 机床(名称、型号及使用情况)海天精工 BF20 | |||||
| 功率(KW) | 43 | 主轴转速范围 | 24000 | |||
| 刀柄形式 | HSK100 | 夹头及精度 | 液压 | |||
| 夹具 | 专用 | 加工方式 | 仿型铣 | |||
| 试件 | 零件名称 | 汽车模具 | 件号 | |||
| 材料 | H13/XPM | 热处理 | □ 是 | |||
| 规格 | 硬度: HRC_45-55_ | |||||
| 试刀记录 | 8mm球头铣刀 | 8mm球头铣刀 | ||||
| 刀具品牌 | 耐高酷乐 | 耐高酷乐 | ||||
| 规格型号 | HSU235080D20060BP | HSU235080D20060BP | ||||
| 刃数/涂层 | 2F,Microkevlar P | 2F,Microkevlar P | ||||
| 主轴转速(RPM) | 16000rev/min | 10000rev/min | ||||
| 切削深度(ap) | 0.06mm | 0.08mm | ||||
| 切削宽度(ae) | 变化 | 变化 | ||||
| 切削线速度(Vc) | 400m/min | 250m/min | ||||
| 每齿切削量(CTP) | 0.156mm | 0.115mm | ||||
| 进给量(F值) | 5000mm/min | 2300mm/min | ||||
| 刀具悬伸量 | 30mm | 30mm | ||||
| 冷却液 | 油冷 | 乳化液 | ||||
| 光洁度 | Ra1.2 | Ra1.2 | ||||
| 刀具寿命 | 8小时磨损量0.04mm | 9小时磨损量0.06mm | ||||




